2. CRÉATION DE VOTRE FICHIER .NGC #
2.1 Via l’utilitaire de la ligne de commande: #
- se placer dans le dossier souhaitez pour la création de vos fichiers laser.
- Utiliser la fonction — help pour connaitre comment utiliser l’exécutable et les options.
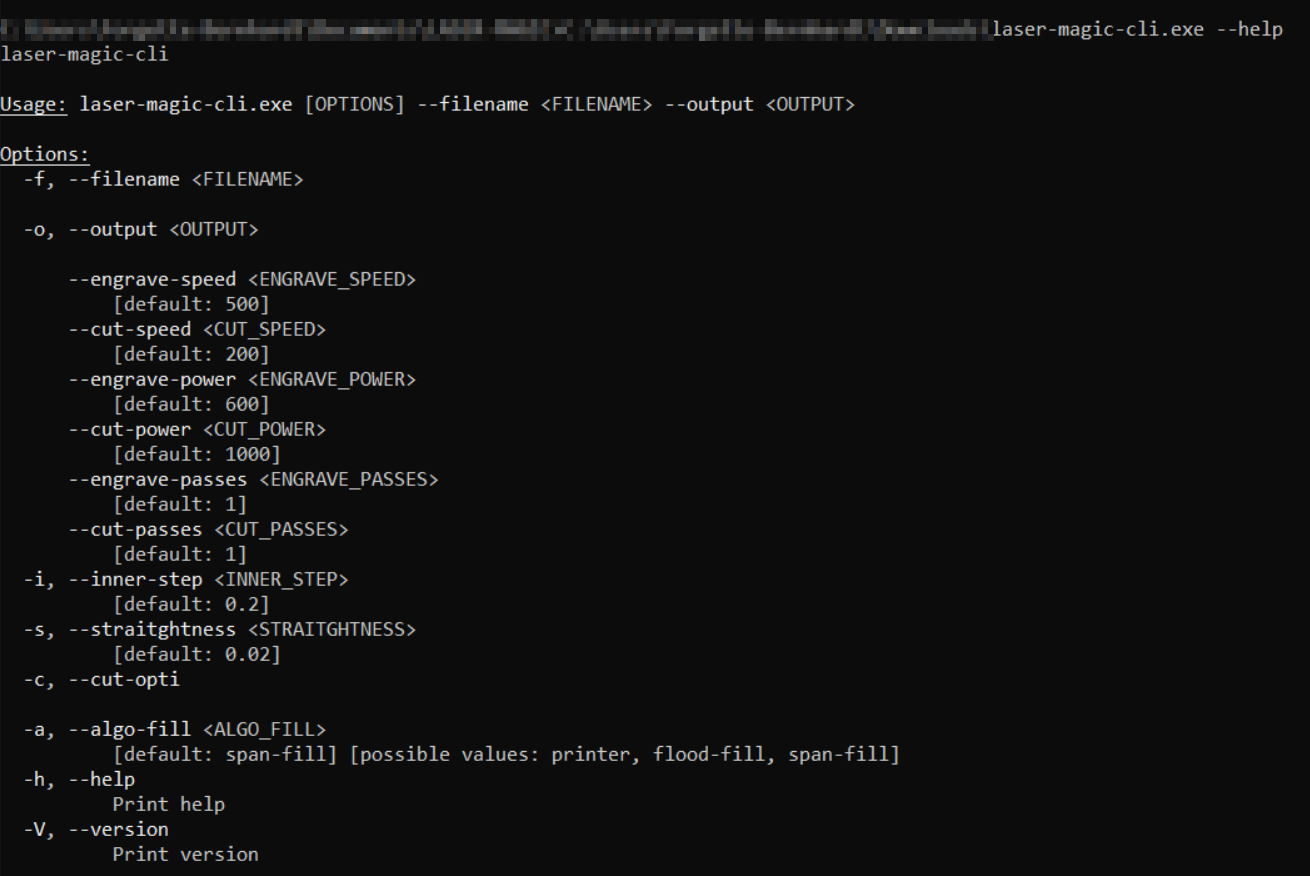
1/ Commande de base

2.2 Préparer son fichier via le Plugin #
Les avantages de cette manière de procédé:
- Les paramètres d’impression sont déjà présent dans le fichiers. Vous n’avez plus crainte d’oublier les paramètres d’impression si vous ouvrez le fichiers dans six mois
- Si vous partagez le fichiers, la personne recevant le fichier à également les paramètres d’impression directement intégré dans le fichier.
Utilisation #
-
Mettre Les chemins dans des groupes. chaque groupe aura une caractériqtiques d’impression.
-
Une fois l’installation de l’extension, vous pouvez faire Extensions > Laser > prepare Laser
-
Ouvrir l’option XML de ton fichier Edition> Editeur XML ou l’icone
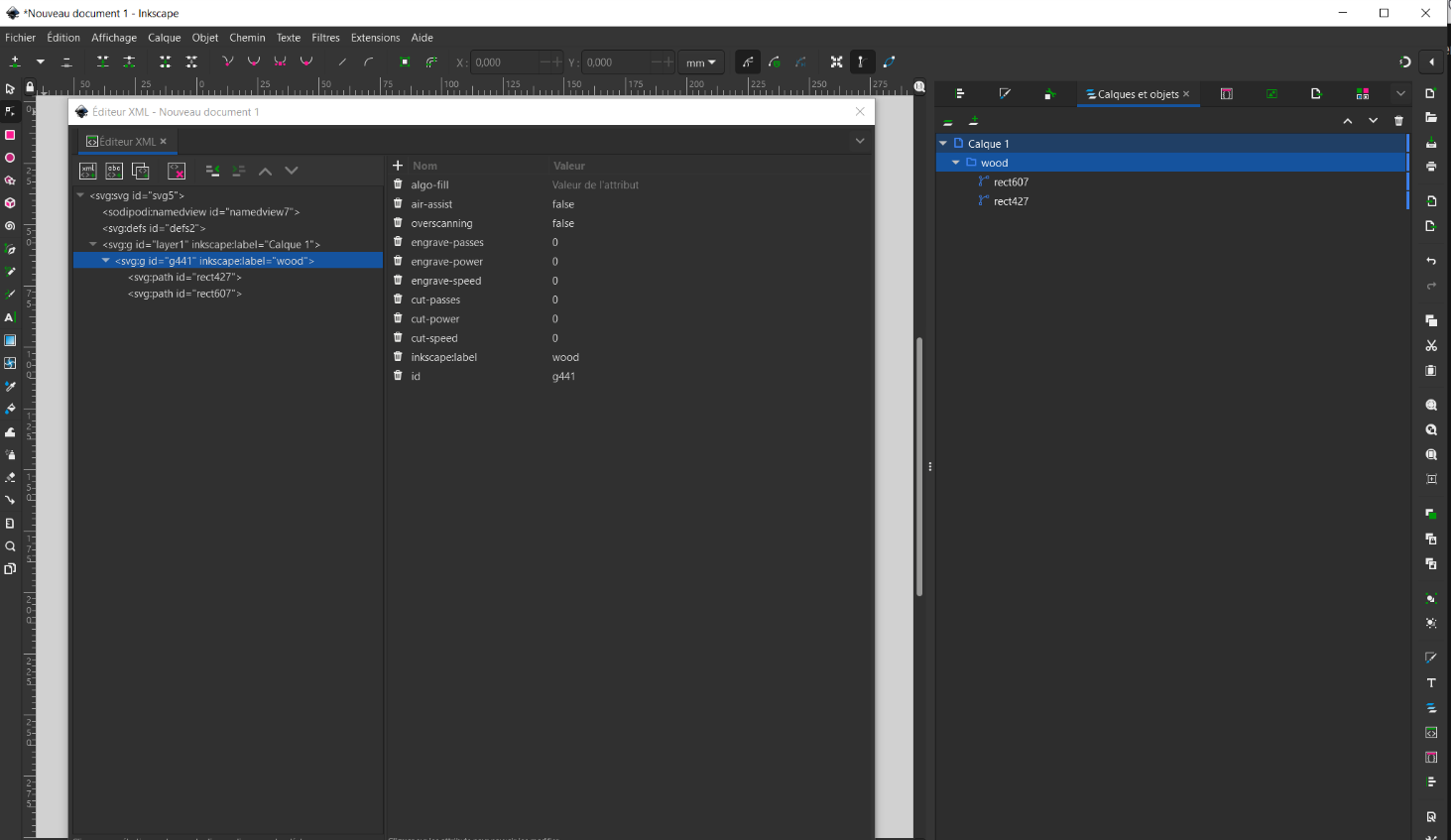
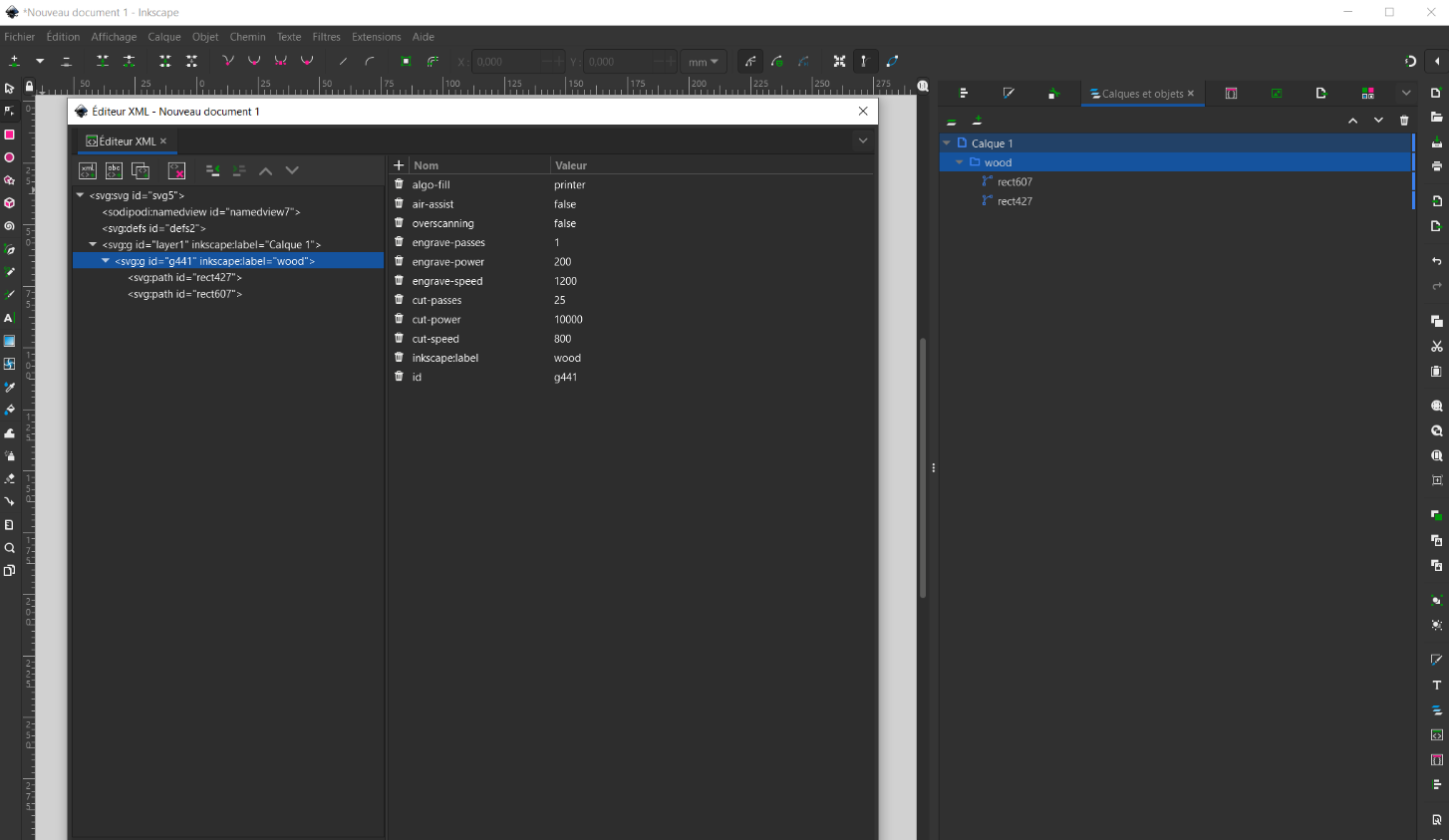
Une fois la fenêtre ouverte, en sélectionnant le groupe de vos chemins, vous trouvez dans l’éditeur XML les différents paramètres pour le passage à la Laser.
Une fois votre fichier préparé:
Quand vous souhaiterez génerez votre fichier gcode allez dans Extension -> Export -> Export Laser ou si vous preferez utiliser l’outil en cli ou UI sauvegarder le fichier SVG et utiliser les commandes expliquez plu haut.
Paramétrage des options avancée #
Les images #
Les images sont nativement supportées par le logiciel, sans qu’aucune action supplémentaire ne soit requise de la part de l’utilisateur. L’image sera automatiquement convertie en un rendu adapté pour la gravure, en utilisant la rasterisation, ce qui permet de produire une représentation en noir et blanc fidèle à l’original.
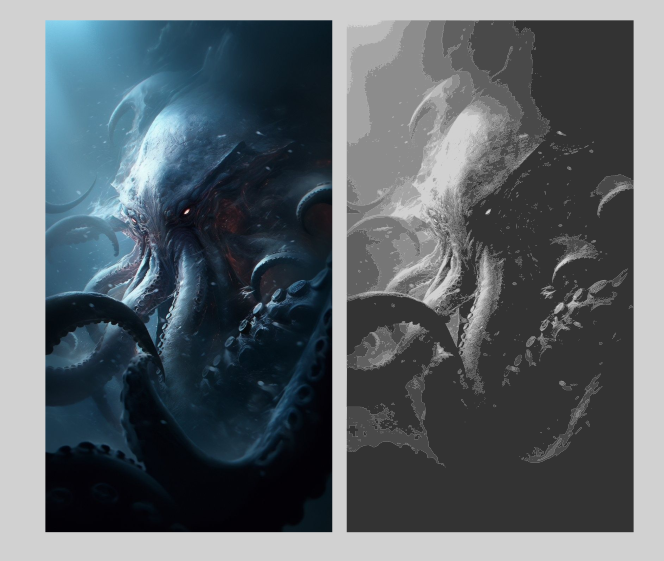
La méthode actuellement utilisée pour le rendu des images est la rasterisation, et le dithering. Cette technique permettra d’obtenir des rendus améliorés, en particulier sur des matériaux moins uniformes, offrant ainsi une meilleure gestion des nuances et un rendu visuellement plus agréable.
Voici un autre exemple de gravure réalisé, cette fois-ci sur un objet finalisé.

L’image suivante présente à gauche la version “rasterisation” et à droite le “dithering”
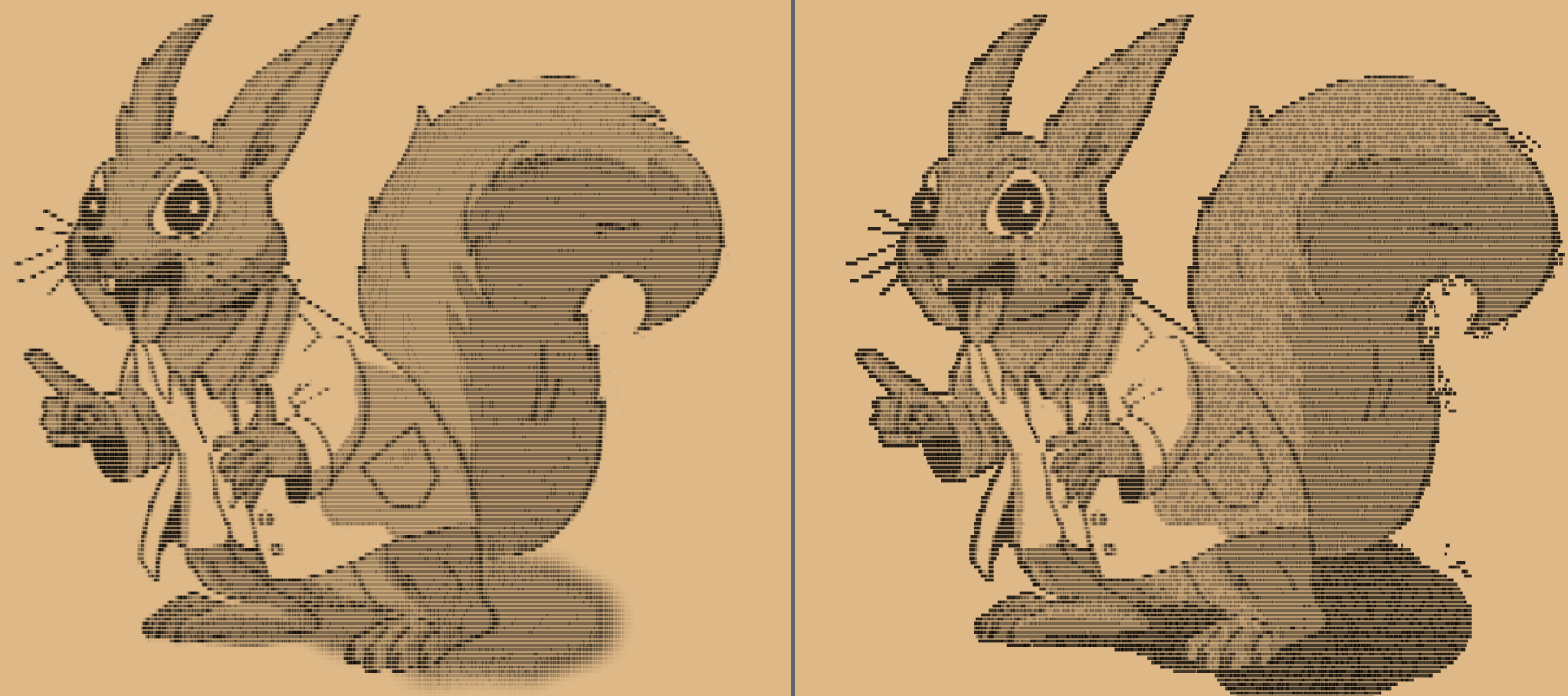
pour utiliser l’une ou l’autre des méthodes il est possible de renseigner dans le paramètre xml algo-image à “rasterisation” ou “dithering”.
Mode Preview Image #
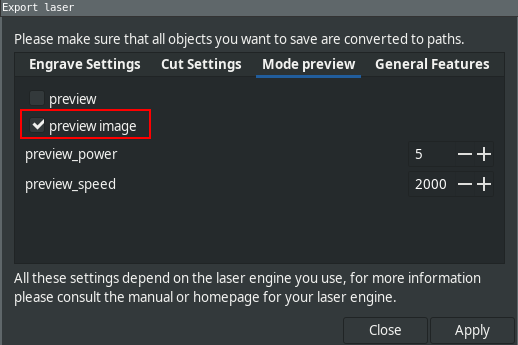
Le mode preview image vous permet de visualiser une simulation du tracé du laser avant de procéder à la gravure réelle. En activant cette option, vous obtenez un aperçu du rendu final sur une représentation de bois, ce qui permet de vérifier la fidélité du tracé par rapport aux attentes. Ce mode est utile pour simuler le rendu final, qu’il s’agisse de gravure ou de découpe. Activation du Mode Preview Image
- Dans l’interface de gravure, cochez la case Preview Image.
- Une simulation du tracé s’affiche, représentant le rendu final sur une surface en bois.
- Examinez attentivement le tracé pour vérifier qu’il correspond au résultat souhaité.
Exportation des Rendus #
Lorsque le mode preview image est activé, le rendu peut être exporté en format PNG pour une consultation ultérieure ou pour un partage. L’exportation génère des fichiers avec un nom personnalisé en fonction du type de simulation :
- Gravure : Le fichier est exporté avec le suffixe _preview_engrave.png ajouté au nom fourni.
- Découpe : Le fichier est exporté avec le suffixe _preview_cut.png ajouté au nom fourni.
Par exemple, si le nom du fichier exporté est design_boiserie, les exports seront :
- design_boiserie_preview_engrave.png pour la gravure,
- design_boiserie_preview_cut.png pour la découpe.
Avantages du Mode Preview Image #
- Anticipation du résultat : Le mode permet de vérifier le rendu du tracé et de valider les paramètres de design avant la gravure réelle.
- Économie de ressources : Grâce à la simulation, il est possible d’éviter des erreurs coûteuses et d’optimiser le design.
- Précision accrue : La visualisation préliminaire offre la possibilité de corriger des détails ou de mieux ajuster les contours pour obtenir le résultat escompté.
Conseils d’utilisation #
- Utilisez le mode preview image pour prévisualiser des gravures complexes ou tester des détails fins.
- Vérifiez le tracé simulé pour ajuster les paramètres si nécessaire, que ce soit pour la gravure ou pour la découpe, afin de maximiser la précision.
Overscanning #
- Qu’est ce qu’est l’overscanning
L’overscanning est une technique utilisée dans les systèmes de gravure laser pour éviter des brûlures excessives et des imperfections sur les bords des motifs gravés. Lorsqu’une tête de gravure laser s’arrête ou change de direction à la fin d’un passage, il peut y avoir une accumulation d’énergie à ces points, créant des zones surbrûlées ou des bords trop marqués.
L’overscanning résout ce problème en faisant en sorte que la tête du laser continue de se déplacer au-delà des limites du motif avant de ralentir et de changer de direction. Pendant cette phase de dépassement, le laser est déjà désactivé. Cela permet à la tête de décélérer en dehors de la zone de gravure, empêchant ainsi que des variations de vitesse n’affectent la qualité des bords gravés.
- Principe de fonctionnement dans lasermagic
Dans lasermagic, l’overscanning est contrôlé par un nombre flottante overscanning. Cette valeur détermine la distance supplémentaire que la tête de gravure doit parcourir après l’arrêt du laser, avant de ralentir ou de changer de direction.
La formule utilisée pour calculer cette distance est la suivante :
Distance a parcourir = Vitesse × Overscanning Distance a parcourir = Vitesse×Overscanning
- Vitesse : Il s’agit de la vitesse à laquelle la tête de gravure se déplace pendant l’opération.
- Overscanning : C’est la valeur flottante définie par l’utilisateur, qui correspond au facteur par lequel la distance de dépassement sera multipliée. Par exemple, une valeur de 0.1 signifie que la tête du laser continuera à se déplacer de 10 % de la vitesse initiale avant de commencer à ralentir.
- Comment utiliser l’overscanning dans lasermagic ?
Pour ajuster l’overscanning dans votre projet, vous devez définir une valeur appropriée en fonction de la vitesse et du type de gravure que vous réalisez. Voici les étapes pour utiliser l’overscanning de manière optimale :
Définir la vitesse de gravure : La première étape consiste à définir la vitesse à laquelle la tête de gravure se déplacera. Cela dépend du matériau que vous gravez et du niveau de détail requis.
Déterminer la valeur d’overscanning : Ensuite, choisissez une valeur d’overscanning qui contrôle la distance supplémentaire que la tête va parcourir après l’arrêt du laser. Une valeur plus élevée (ex : 0.2) entraînera un dépassement plus important, tandis qu’une valeur plus faible (ex : 0.05) réduira la distance parcourue.
Par exemple, si la vitesse est réglée à 100 mm/s et que l’overscanning est fixé à 0.1, la tête de gravure parcourra 100 mm/s × 0.1 = 10 mm supplémentaires après l’arrêt du laser avant de ralentir. Optimiser en fonction du matériau : L’overscanning peut être ajusté en fonction du type de matériau et des résultats souhaités. Pour des matériaux sensibles aux brûlures comme le bois ou le cuir, une valeur plus élevée permettra de minimiser les marques aux extrémités. Pour des matériaux plus résistants, une valeur plus faible peut suffire.
- Exemple d’utilisation
Supposons que vous gravez un motif sur du bois à une vitesse de 150 mm/s et que vous avez observé que les bords sont légèrement brûlés, même lorsque le laser est réglé correctement. Pour améliorer la qualité de gravure sur les bords, vous pouvez ajuster l’overscanning.
Vitesse : 150 mm/s Overscanning : 0.1 La distance de dépassement sera donc : 150mm/s × 0.1 = 15mm
Cela signifie que la tête du laser continuera de se déplacer sur une distance de 15 mm au-delà de chaque bord avant de commencer à décélérer. Le laser étant éteint durant ce dépassement, les bords seront plus nets et sans surchauffe.
- Conclusion
L’overscanning est une fonctionnalité essentielle pour garantir des gravures de haute qualité, particulièrement sur des matériaux sensibles ou lors de travaux nécessitant des détails précis. En ajustant la valeur d’overscanning selon la vitesse de gravure et les caractéristiques du matériau, vous pouvez éviter les problèmes de brûlures et améliorer l’esthétique des bords de vos gravures.
Remplissage #
- Qu’est-ce que le remplissage pour la gravure laser ? Le remplissage (ou hachurage) est une méthode utilisée dans la gravure laser pour couvrir les zones pleines d’un motif ou d’une image avec des lignes gravées. Contrairement à la découpe, où le laser suit des contours pour couper un matériau, la gravure laser implique de remplir des zones entières avec un motif gravé, ce qui nécessite une stratégie de mouvement du laser pour couvrir efficacement la surface.
L’objectif du remplissage est de maximiser l’efficacité (réduire le temps de gravure) tout en maintenant la qualité de la gravure (uniformité des gravures sur les surfaces pleines).
Dans lasermagic, le paramètre algo-fill permet de choisir parmi plusieurs algorithmes de remplissage en saisissant un texte spécifique (comme printer, spanfill, ou floodfill), chacun ayant des caractéristiques uniques.
- Différents algorithmes de remplissage Il existe plusieurs algorithmes de remplissage que vous pouvez utiliser pour adapter la gravure en fonction des besoins spécifiques de votre projet. Voici une explication détaillée de chaque algorithme disponible :
a) Algorithme Printer Fill Description : Le Printer Fill (remplissage type imprimante) fonctionne de manière linéaire, en gravant ligne par ligne, de façon similaire à une imprimante à jet d’encre. Le laser se déplace d’un côté à l’autre de la zone à graver en suivant des lignes horizontales ou verticales, et grave la surface de manière systématique.
Avantages :
- Facile à mettre en œuvre.
- Convient aux surfaces pleines et régulières.
- Assure une couverture uniforme et prévisible.
Inconvénients :
- Peut être plus lent que d’autres algorithmes pour des zones complexes.
- Nécessite beaucoup de mouvements dans les zones où le laser ne grave pas.
Quand l’utiliser :
- Recommandé pour des zones larges et simples.
- Idéal pour les formes régulières où le temps de gravure n’est pas une contrainte majeure.
b) Algorithme Span Fill
Description : Le Span Fill est conçu pour minimiser le temps de déplacement du laser en optimisant les trajets sur la zone à graver. Contrairement au Printer Fill, qui déplace le laser sur toute la longueur ou la largeur de l’objet, Span Fill utilise des segments plus courts, en ne gravant que les zones nécessaires sans déplacements inutiles.
Avantages :
- Optimise le mouvement de la tête laser pour réduire le temps de gravure.
- Plus rapide que le Printer Fill, surtout pour les zones complexes ou non continues.
Inconvénients :
- Peut être légèrement plus compliqué à paramétrer pour certains projets.
- Risque de marques visibles si le matériau réagit différemment à des variations de trajectoire.
- prend plus de puissance de calcul
Quand l’utiliser :
Idéal pour les motifs complexes ou détaillés. Efficace sur des surfaces irrégulières ou des zones découpées où une couverture linéaire traditionnelle serait inefficace.
c) Algorithme Flood Fill
Description : Le Flood Fill fonctionne de manière similaire à l’algorithme de remplissage que l’on trouve dans les logiciels graphiques, où le laser « remplit » progressivement la zone en suivant un chemin basé sur la forme et les contours des objets. Il commence généralement par le centre d’une zone et la remplit progressivement en fonction des bordures.
Avantages :
- Très efficace pour des formes complexes et irrégulières.
- Réduit les déplacements inutiles du laser dans des zones où il n’y a rien à graver.
- Peut être plus rapide que les autres méthodes dans certains cas où les motifs sont très irréguliers.
Inconvénients :
- Moins intuitif que le Printer Fill pour les utilisateurs qui préfèrent un remplissage linéaire.
- Peut entraîner des variations dans la gravure si les réglages ne sont pas correctement ajustés.
Quand l’utiliser :
Recommandé pour des formes complexes avec des bords irréguliers. Efficace pour graver des zones non contiguës ou des formes avec des contours détaillés.
- Comment utiliser le remplissage dans lasermagic ? Dans lasermagic, le choix de l’algorithme de remplissage est géré via le paramètre algo-fill. Ce paramètre prend un texte en entrée, et vous pouvez sélectionner l’un des trois algorithmes mentionnés (printer, spanfill, floodfill) en spécifiant simplement le nom de l’algorithme.
Voici comment utiliser ce paramètre :
Définir l’algorithme de remplissage : Vous pouvez ajuster le paramètre algo-fill en fonction du type de motif que vous gravez et des exigences de votre projet. Par exemple, pour une zone large et régulière, vous pouvez utiliser le Printer Fill (algo-fill = printer). Pour des motifs complexes, optez pour Span Fill ou Flood Fill.
Test et optimisation : Il est conseillé d’expérimenter avec les différents algorithmes pour déterminer lequel offre les meilleurs résultats en fonction de la complexité de votre design, du matériau utilisé et du temps de gravure disponible. Chaque algorithme a des avantages dans des situations spécifiques, et le choix optimal dépend souvent du type de projet.
- Exemple d’utilisation pratique
Si vous gravez un logo simple sur une plaque en bois, vous pouvez choisir Printer Fill pour garantir une gravure uniforme sur toute la surface. Si vous travaillez sur un motif détaillé avec des formes irrégulières, comme une image vectorielle complexe, utiliser Flood Fill ou Span Fill permettra de réduire le temps de gravure tout en maintenant une précision élevée dans les zones à graver. Conclusion Le remplissage est une partie essentielle de la gravure laser pour les zones pleines ou les formes complexes. En fonction de vos besoins, vous pouvez choisir parmi plusieurs algorithmes (printer, spanfill, floodfill) en utilisant le paramètre algo-fill. Le choix de l’algorithme aura un impact direct sur la qualité de la gravure, le temps d’exécution et l’efficacité des mouvements du laser.
Air assist #
- Qu’est-ce que l’Air Assist ?
L’Air Assist est une fonctionnalité utilisée dans la gravure et la découpe laser pour améliorer la qualité du travail et protéger le matériau. Cette fonctionnalité fonctionne en projetant un flux d’air constant à haute pression directement sur la zone où le laser est en train de graver ou de découper.
Ce flux d’air sert plusieurs objectifs :
- Réduction des brûlures : Il aide à refroidir la zone touchée par le laser, ce qui réduit le risque de brûlures excessives ou de carbonisation des matériaux comme le bois, le papier ou l’acrylique.
- Élimination des débris : L’Air Assist souffle les résidus (fumée, poussière, particules) générés par le laser lors de la gravure ou découpe, empêchant qu’ils ne se déposent à nouveau sur la surface et compromettent la qualité de la gravure ou ne causent des taches.
- Amélioration de la sécurité : En dissipant les débris inflammables, l’Air Assist réduit le risque de combustion accidentelle lors de la gravure de matériaux comme le bois ou certains plastiques.
L’Air Assist est particulièrement utile dans les travaux de découpe de matériaux épais ou inflammables, ainsi que dans la gravure fine où la précision et la propreté sont cruciales.
- Comment fonctionne l’Air Assist dans lasermagic ?
Dans lasermagic, l’activation de l’Air Assist est simple. Il s’agit d’un paramètre binaire (true/false) que vous pouvez contrôler via l’option air-assist.
Lorsque vous activez cette option (air-assist = true), le logiciel envoie une commande pour déclencher l’Air Assist pendant l’opération de gravure ou de découpe. Ce flux d’air est synchronisé avec l’activité du laser, c’est-à-dire que l’air est projeté sur la zone de travail uniquement pendant que le laser est en fonctionnement.
Matériaux inflammables : L’Air Assist est particulièrement recommandé pour des matériaux comme le bois, le cuir, le papier, et certains plastiques, où les résidus de gravure ou découpe peuvent s’enflammer ou se carboniser facilement. Gravure détaillée : Si vous travaillez sur des projets nécessitant une grande précision (comme la gravure de détails fins sur des surfaces sensibles), l’Air Assist peut aider à garder la zone de gravure propre et sans résidus qui pourraient interférer avec le faisceau laser. Découpe de matériaux épais : Lors de la découpe de matériaux épais, l’Air Assist aide à éliminer les résidus accumulés dans la découpe, ce qui permet un meilleur passage du laser et une découpe plus nette.
- Vérifiez votre matériel :
Pour que l’Air Assist fonctionne correctement, assurez-vous que votre machine laser est équipée d’un système d’air comprimé ou d’une pompe à air dédiée, capable de fournir un flux d’air stable et suffisant. Ce flux d’air doit être dirigé vers la tête laser pour qu’il soit efficace.